


小(xiǎo)白(bái):在焊接過程中(zhōng),焊縫總是會出現氣孔,怎麽樣才能解決這個問題呢?
大(dà)神:要想徹底解決問題,我(wǒ)們就要對這些氣孔知(zhī)根知(zhī)底,然後才能有效的進行防禦。
01
什麽是焊接氣孔?
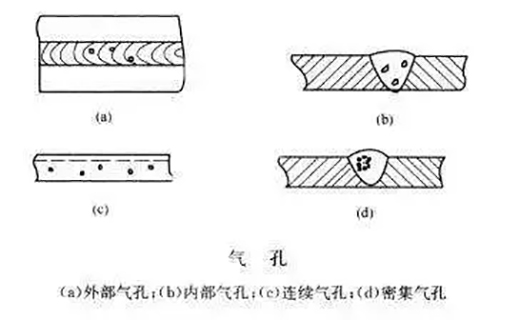
氣孔是氣體(tǐ)在焊縫金屬中(zhōng)形成的孔穴。氣孔形狀有球形、渦旋形和毛蟲狀等。
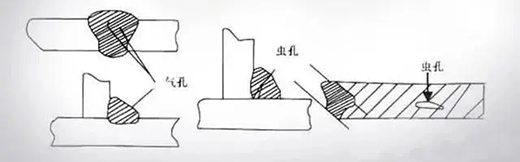
氣孔大(dà)小(xiǎo)從顯微鏡尺寸到直徑爲幾毫米。按氣孔位置可分(fēn)爲外(wài)部氣孔、内部氣孔。按排列方式分(fēn)爲密集氣孔、連續氣孔。
小(xiǎo)白(bái):這可惡氣孔大(dà)大(dà)減少了金屬的有效截面積,也降低了金屬的機械性能。
大(dà)神:何止啊,不要小(xiǎo)看了這些氣孔。特别是對針狀氣孔危害極大(dà),嚴重者直接造成洩漏。
02
爲什麽會産生(shēng)焊接氣孔?
//冶金方面:
熔渣氧化性的影響
焊條藥皮和焊劑成份的影響
鐵鏽、水份等的影響
//工(gōng)藝方面:
操作工(gōng)藝的影響
焊接規範的影響
焊接電(diàn)流種類和極性的影響
小(xiǎo)白(bái):原來如此,那怎麽才能有效避免呢?
大(dà)神:首先,我(wǒ)們要選擇值得信賴的焊機品牌:上海滬工(gōng)數字化智能電(diàn)焊設備。

小(xiǎo)白(bái):哇哦,酷哦
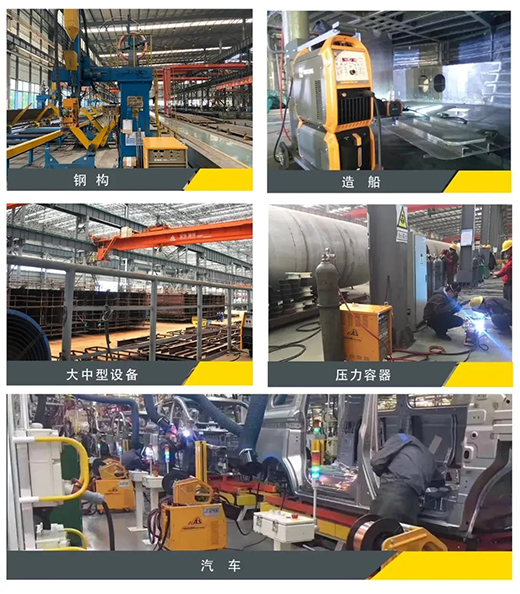
大(dà)神:當然,除了外(wài)形酷之外(wài),滬工(gōng)焊機對焊接不鏽鋼、合金鋼、碳鋼等焊材樣樣精通,還應用于鋼構、造船、壓力容器、大(dà)中(zhōng)型設備、汽車(chē)等多重領域。
小(xiǎo)白(bái):全能啊,滬工(gōng)焊機666
大(dà)神:那必須,有了靠譜的電(diàn)焊機,以下(xià)措施也要謹記。
03
避免氣孔産生(shēng)的幾種方式
//冶金措施:
使熔渣具有适當的氧化性,是防止焊縫中(zhōng)兩類氣孔形成的有效方法。
堿性焊條藥皮中(zhōng)含有一(yī)定量螢石,低碳鋼埋弧焊焊劑中(zhōng)也含有一(yī)定螢石和二氧化矽,焊接時産生(shēng)大(dà)量HF,可有效降低了氫氣孔的形成。酸性焊條依靠藥皮中(zhōng)較強的氧化性藥皮組成物(wù)來防止氫氣孔的産生(shēng)。
應盡量清除焊縫處或焊絲表面的鐵鏽及氧化皮等雜(zá)質。

//工(gōng)藝措施:
焊前要仔細清除焊件及焊絲表面的污鏽、水分(fēn),特别是油質。
焊條和焊劑在焊前一(yī)定要嚴格烘幹,應根據焊條和焊劑的不同種類來确定烘幹溫度和時間。
焊接過程中(zhōng)要保持穩定的焊接規範。焊接電(diàn)流不宜過大(dà),酸性焊條焊接時電(diàn)流可适當增大(dà),但以不引起焊條發紅爲宜,低氫型焊條,電(diàn)流可适當減小(xiǎo)。
焊接操作時電(diàn)弧長度要保持适當。尤其低氫型要盡量短,以不粘鐵液爲宜,同時低氫型焊條不宜采用造成焊縫過寬的擺動方法。
注意保證裝配時的定位焊質量,定位焊操作要求應與焊接相同,避免由于定位焊質量不好産生(shēng)氣孔。
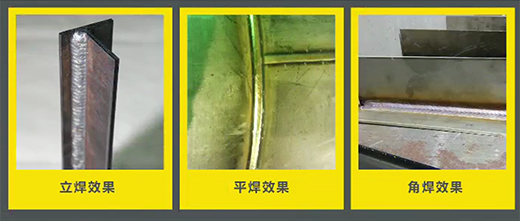
滬工(gōng)焊機接效果

